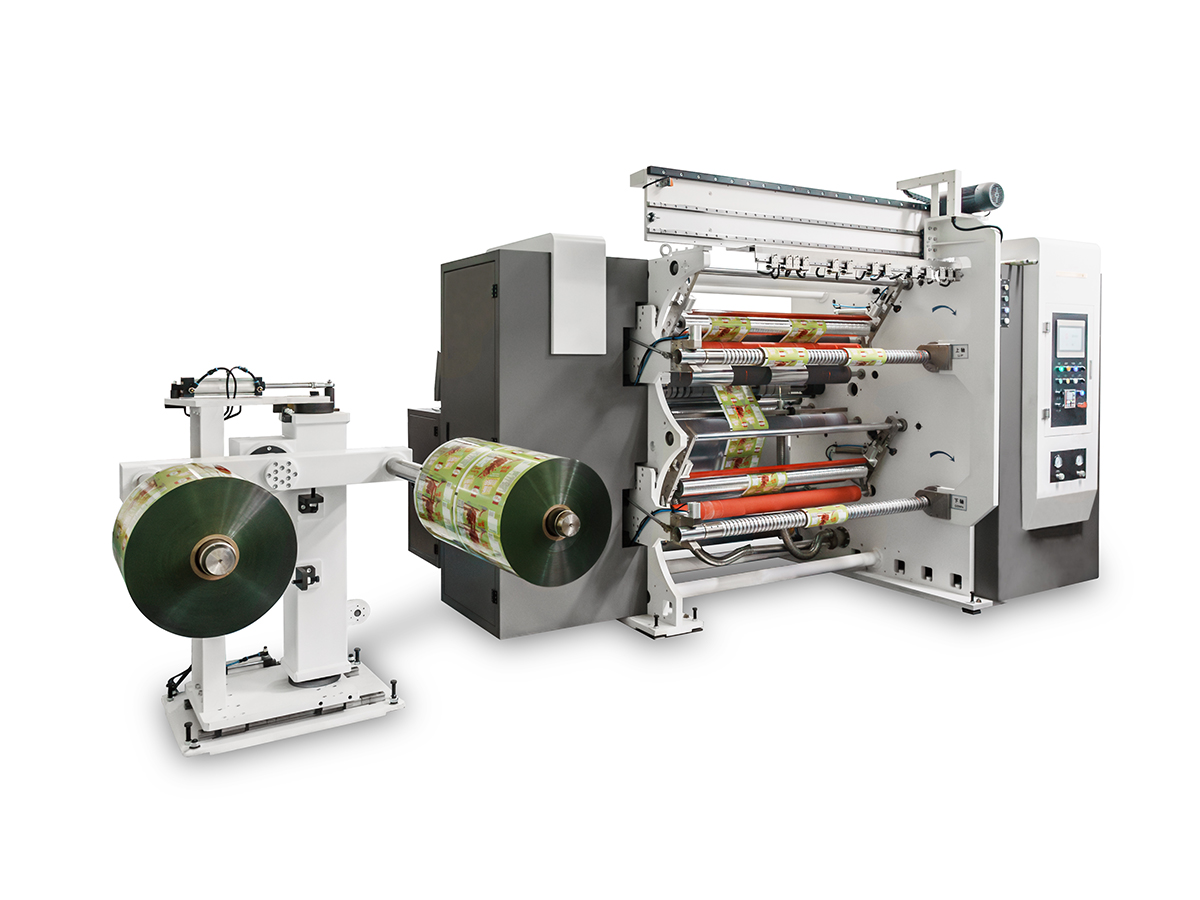
Dans le domaine des équipements de production industrielle, Machine laminée monoposte sans solvant SL est devenu un équipement clé pour de nombreuses industries afin d'obtenir des processus de stratification de haute qualité grâce à ses caractéristiques respectueuses de l'environnement et efficaces. Lorsque la machine de plastification monoposte sans solvant termine le processus d'assemblage précis, cela ne signifie pas qu'elle peut être directement mise en production. Le processus de débogage strict est un maillon important pour garantir que ses performances répondent aux normes. Les deux étapes du débogage à vide et du débogage en charge sont les étapes essentielles du processus de débogage, qui jouent un rôle décisif dans le fonctionnement stable de l'équipement et la qualité de la production.
Le débogage sans charge est l’étape initiale du débogage de l’équipement. Dans des conditions à vide, l'équipement commence à effectuer des tests de fonctionnement. La première chose à vérifier est l’état de mouvement de chaque composant. La structure interne de la machine à plastifier est complexe et comprend de nombreuses pièces mobiles telles que des rouleaux de déroulement, des rouleaux d'enduction, des rouleaux composites et des rouleaux d'enroulement. Ces pièces doivent maintenir un état de fonctionnement fluide lorsque l'équipement est en marche. Le personnel de débogage observera attentivement la rotation de chaque rouleau pour vérifier s'il y a un bourrage ou un bruit anormal. Une mauvaise rotation du rouleau peut entraîner un transport instable du substrat, ce qui à son tour affecte les processus ultérieurs de revêtement et de stratification. Une fois qu'une anomalie est détectée, le personnel de mise en service arrêtera immédiatement la machine pour inspection afin de vérifier s'il y a des problèmes tels qu'un mauvais alignement de l'installation des composants, des dommages aux roulements, une lubrification insuffisante, etc., et effectuera les réglages et les réparations à temps.
L'exploitation du système de transport est également au centre de la mise en service à vide. Le système de transmission est chargé de transmettre avec précision la puissance à chaque pièce mobile pour assurer le bon fonctionnement de l'équipement. Pendant le processus de mise en service, le personnel de mise en service vérifiera si l'engrènement des engrenages est précis et si la tension de la chaîne est appropriée. Un mauvais engrènement des engrenages entraînera une réduction de l'efficacité de la transmission et provoquera même des vibrations et du bruit de l'équipement, affectant la durée de vie de l'équipement ; une tension de chaîne trop lâche ou trop tendue rendra la transmission instable et nuira au fonctionnement normal de l'équipement. Le personnel de mise en service affinera l'écartement des engrenages et ajustera la tension de la chaîne de manière appropriée en fonction de la situation réelle pour garantir que le système de transmission puisse fonctionner de manière stable et efficace.
Le système de commande électrique joue le rôle de « cerveau » dans le fonctionnement de la machine à plastifier monoposte sans solvant, contrôlant les différentes fonctions et paramètres de l'équipement. Lors de la mise en service à vide, le personnel de mise en service testera chaque fonction du système de commande électrique une par une. Des boutons de démarrage et d'arrêt de l'équipement, à la transmission du signal de chaque capteur, en passant par le réglage et l'affichage de divers paramètres sur le panneau de commande, une inspection complète et détaillée est nécessaire. Par exemple, vérifiez si le capteur peut détecter avec précision les changements de position et de tension du substrat et renvoyer rapidement le signal au système de contrôle ; vérifier si les paramètres définis sur le panneau de commande peuvent être transmis avec précision aux différents actionneurs de l'équipement pour garantir que l'équipement fonctionne selon le programme prédéfini. Si un défaut est détecté dans le système de commande électrique, le personnel de mise en service utilisera des instruments de test professionnels pour vérifier les circuits et les composants, trouver le point de défaut et le réparer.
Pendant le processus de mise en service à vide, l'ajustement des paramètres de l'équipement est la clé pour obtenir le meilleur état de fonctionnement. La vitesse du rouleau est l’un des paramètres importants qui affectent l’efficacité et la qualité du laminage. Différents substrats et processus de stratification ont des exigences différentes en matière de vitesse du rouleau. Le personnel de mise en service ajustera et testera progressivement la vitesse du rouleau en fonction des paramètres de conception et du fonctionnement réel de l'équipement. En observant la vitesse de transport et la stabilité du substrat sur le rouleau, on juge si la vitesse est appropriée. Si la vitesse est trop rapide, le substrat peut s'étirer et se déformer ; si la vitesse est trop lente, cela affectera l'efficacité de la production. Dans le même temps, la valeur de réglage du système de contrôle de tension doit également être ajustée avec précision. Une tension appropriée peut garantir que le substrat reste plat pendant le transport et éviter les plis, les déviations et autres problèmes. Le personnel de mise en service déboguera à plusieurs reprises le système de contrôle de tension en fonction des exigences du matériau, de l'épaisseur et du processus de stratification du substrat pour trouver la meilleure valeur de réglage de tension afin de garantir que le substrat est toujours dans un état stable pendant le processus de stratification.
Lorsque la mise en service à vide garantit que le mouvement de toutes les parties de l'équipement est normal, que le système de transmission est stable, que le système de commande électrique fonctionne bien et que les paramètres sont ajustés à la plage appropriée, la machine de plastification monoposte sans solvant entre dans la phase de mise en service en charge. La mise en service de charge simule les conditions de production réelles et place des substrats et des adhésifs de différents matériaux et épaisseurs dans l'équipement pour des tests de stratification, qui constituent un test complet des performances de l'équipement.
Lors de la mise en service de charges, la première chose à laquelle il faut prêter attention est la qualité du laminage. La résistance du laminage est l’un des indicateurs clés pour mesurer la qualité du laminage. Le personnel de mise en service sélectionnera différents lots et types de substrats et d'adhésifs et effectuera les opérations de stratification en fonction du processus de production réel. Une fois le laminage terminé, la résistance de la pièce à plastifier est testée par un équipement de test professionnel. Si la force de liaison est insuffisante, cela peut être dû à un revêtement adhésif insuffisant, à un revêtement inégal ou à des réglages déraisonnables de la pression de liaison, de la température et d'autres paramètres. Le personnel de mise en service enquêtera et ajustera ces raisons possibles une par une. Par exemple, augmentez la quantité de revêtement adhésif, optimisez la vitesse et la pression du rouleau de revêtement, ajustez la température et la pression du rouleau de liaison et d'autres paramètres, et effectuez à nouveau le test de liaison jusqu'à ce que la force de liaison réponde aux exigences de conception.
La qualité d’aspect après collage ne doit pas être ignorée. Pendant le processus de débogage de la charge, le personnel de mise en service vérifiera soigneusement s'il existe des défauts tels que des bulles, des rides et des marques de colle sur la surface du produit collé. La génération de bulles peut être due au mélange d'air dans l'adhésif ou à une pression inégale pendant le processus de collage ; les rides peuvent être liées à un mauvais contrôle de la tension du substrat et à une surface inégale du rouleau ; l'apparition de traces de colle peut être due à une précision insuffisante du rouleau d'enduction ou à une mauvaise fluidité de la colle. Pour ces défauts d’apparence, le personnel de mise en service prendra les mesures correspondantes pour les améliorer. Par exemple, le dégazage de l'adhésif, l'optimisation du système de contrôle de tension, le polissage de la surface du rouleau, l'ajustement de la formule adhésive pour améliorer sa fluidité, etc., grâce à un ajustement et des tests continus, garantissent que la qualité d'apparence du produit après collage répond à la norme.
Pendant le processus de débogage de la charge, la stabilité de fonctionnement et la fiabilité de l'équipement sont également des éléments d'inspection importants. Pendant l'opération de production simulée à long terme, le personnel de débogage accordera une attention particulière à l'état de fonctionnement de chaque composant de l'équipement et surveillera la température, les vibrations, le bruit et d'autres paramètres de l'équipement. Le fonctionnement à long terme de l'équipement peut provoquer un échauffement des composants. Si la température est trop élevée, cela affectera les performances et la durée de vie de l'équipement. Le personnel de débogage vérifiera si le système de refroidissement fonctionne correctement et si l'effet de dissipation thermique est bon, et effectuera les ajustements correspondants. Des vibrations et un bruit excessifs de l'équipement peuvent indiquer des pannes potentielles de l'équipement. Le personnel de débogage utilisera des instruments professionnels de détection de vibrations et des équipements de détection de bruit pour analyser la source de vibrations et de bruit, serrer les pièces détachées et remplacer les pièces usées pour garantir que l'équipement peut maintenir un état stable et fiable pendant le fonctionnement en charge.
Le débogage de charge nécessite également une évaluation de l’efficacité de production de l’équipement. Dans le processus de simulation de la production réelle, enregistrez le rendement de liaison de l'équipement par unité de temps et comparez-le à la capacité nominale de l'équipement. Si l'efficacité de la production ne répond pas aux attentes, le personnel de mise en service en analysera les raisons, qui peuvent être que les paramètres de fonctionnement de l'équipement ne sont pas définis de manière raisonnable ou qu'il existe une marge d'optimisation dans le flux du processus. Le personnel de mise en service optimisera et ajustera la vitesse de fonctionnement de l'équipement, le temps de connexion entre chaque processus, etc., et triera et améliorera le flux du processus. Grâce à des tests et à une optimisation continus, l'efficacité de production de l'équipement peut être améliorée pour répondre aux exigences de conception.

Contactez-nous
Produits recommandés
Joindre la main à Huitong
Personnalisez votre solution d'équipement d'emballage flexible
Renseignez-vous maintenant
Produits
contactez-nous
Tel: +86-0510-86328508
+86-0510-86324508
Mob: +86-13914908980
Email: [email protected]
ADD: No. 429 Xizhang Road, ville de Gushan, ville de Jiangyin, province du Jiangsu, Chine